| K-Fair Special Coverage |
KraussMaffei at 2013 - World premiere: CFRP parts with polyurethane matrix can be painted straight from the mold
Painting parts made considerably easier: "This makes painting molded parts considerably easier because there is no need for intermediate processes such as priming and pre-painting," explains Nicolas Beyl, head of the Reaction Process Machinery division at KraussMaffei. "In combination with automated manufacturing, this process is ideally suited to efficient series production of premium quality parts for use in the automotive industry." Furthermore, the high degree of automation makes the process more reliable because there is no need for manual work such as polishing and smoothing. It also significantly reduces costs. Live demonstration at K 2013: Visitors to the world's leading international trade show will be able to see a roof panel for the Roding Roadster R1 lightweight sports car at KraussMaffei's booth. The 950-kg vehicle – with an output power of 320 hp and a carbon fiber content of 120 kg – successfully demonstrates the potential of modern lightweight construction. The vehicle is manufactured by Roding Automobile GmbH, a German technology company that specializes in developing and producing lightweight structures from carbon-fiber-reinforced plastic. The roof panel to be produced at K 2013 is made from a CFRP endless fiber in a quasi-isotropic configuration and has a surface area of approximately 0.6 m2. The part is 2 mm thick and its surface material is 0.2 mm thick. It has a fiber content of around 50 percent. A Henkel PU system is used as matrix material. A Rühl Puromer aliphatic polyurethane system forms the special surface coating, which is also UV stable. The centerpiece of the demonstration machine is the new RTM mold carrier with a CMC (compact mold carrier) design and a clamping force of 3800 kN. The 1300 x 1300 mm tool fixing area with a 250 mm parallel stroke is ideally suited to typical automotive parts measuring up to one square meter. Fast clamping movements coupled with high platen parallelism ensure short process times and consistently high component quality. Accessibility from all four sides allows maximum flexibility for operation and automation. Two RimStar Nano 4/4 metering machines equipped for high-temperature processes – in which material temperatures can reach up to 80 °C – prepare the polyurethane resin matrix. The wear-optimized design of the pumps in the RimStar series ensures long-lasting process reliability with all current matrix systems such as polyamide (PA), polyurethane (PUR) and epoxy resin (EP). The machines have a special vacuum-assisted storage tank system and an extremely precise, energy-efficient temperature control system with a stable operating point right up to the mixing head. Improved fiber wetting thanks to C-RTM: The polyurethane for both for the supporting part and its surface is poured in when the mold is slightly open (compression RTM). This produces only a very low flow resistance, which allows injection of the polyurethane system with high pour rates. Then the mold is closed and the part is shaped. The process not only improves fiber wetting but also prevents fibers from moving around as much – even with low pressure inside the mold. The process is made more reliable through the use of an MK-5/8-2K self-cleaning high-pressure mixing head. Using patented variable nozzles allows the pour rate to be changed without changing the pressure or affecting the mixing quality – even during the shot. The two mixing heads are also fitted with a vacuuming and blowing unit. Mold technology is provided by a heated and high-gloss polished RTM mold, which boats a special seal system. The means that the PU can be injected with vacuum assistance even when the mold is slightly open. The machine can, however, still be used for classic closed-mold injection. A specific ventilation system ensures that paint is evenly distributed throughout the mold. Sophisticated integrated sensors monitor and regulate the optimal filling of the mold and provide immediate feedback about the quality of the part. An ejector system assists take-out automation and allows finished parts to be demolded by automated robots. Source: KrausMaffei
|
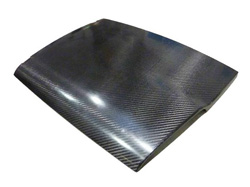 October 16, 2013 - At K 2013 in Düsseldorf (October 16-23, hall 15, booth B27/C24/C27/D24), KraussMaffei will be making a 0.6 m² production-line-ready carbon-fiber-reinforced roof shell with a polyurethane matrix (PUR) for the Roding Roadster R1. The focal point of the demonstration is a production cell for the automated manufacture of CFRP components. What makes it special: Produced parts can be painted straight away because the fiber structure is not visible on the surface.
October 16, 2013 - At K 2013 in Düsseldorf (October 16-23, hall 15, booth B27/C24/C27/D24), KraussMaffei will be making a 0.6 m² production-line-ready carbon-fiber-reinforced roof shell with a polyurethane matrix (PUR) for the Roding Roadster R1. The focal point of the demonstration is a production cell for the automated manufacture of CFRP components. What makes it special: Produced parts can be painted straight away because the fiber structure is not visible on the surface.